热点文章 HOT
联系方式 contant
电 话:0317-8898688
传 真:0317-8898788
手 机:15933298766 李经理
15030755588 殷经理
地 址:河北泊头付庄开发区(104国道路东侧)
传 真:0317-8898788
手 机:15933298766 李经理
15030755588 殷经理
地 址:河北泊头付庄开发区(104国道路东侧)
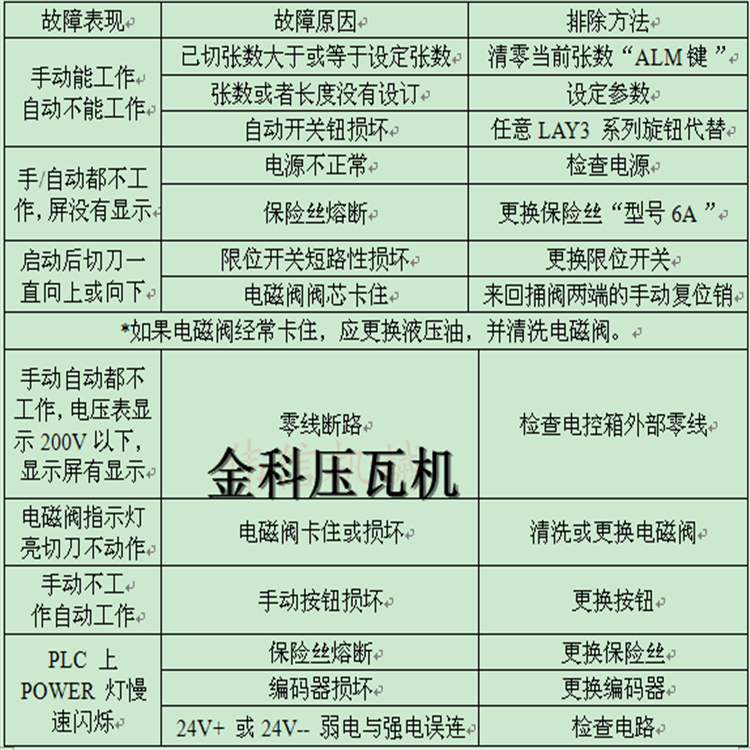
压瓦机生产中常见故障及维修
每日设备启动前,检查设备周边是否有异物,清空链轮旁杂物,链轮、剪切滑道滴加润滑油;

一、常见故障
二、设备日常维护:
1、每日设备启动前,检查设备周边是否有异物,清空链轮旁杂物,链轮、剪切滑道滴加润滑油;
2、设备正常工作前,空机运行2—3米,手动空机下刀升、刀降反复多次;
3、压料前,检查板材上是否有杂物,如石子、铁销等,如有杂物轻轻擦除;
4、换板材前,需要根据板材厚度,适当调节上下辊轮件的间隙,如轧制0.5mm的板材,需要间间隙调节至0.75mm;
5、设备运行过程中严禁将手或异物放置在机身内和刀板下,机器正前方不得站人、码放杂物;
6、液压油箱不得暴晒于太阳下或置于潮湿处,油箱温度不得超过60℃,所有的液压原件应置于干燥通风处;
7、每日设备停止工作后,应切断电源,将轧辊切刀用干抹布擦拭干净;
8、液压油应使用ISO VG32或VG46或相当等级的液压油,次请三个月换一次液压油,以后每半年或换一次液压油。
三、基本调试:
1、板材跑偏:发生此问题时,应该首先排除是否是因入料导向不正引起的,如果是需要将板材切断,将入料导向调直;如果导向垂直平行,则需要调整辊轮。首先将首末道次辊轮的线,调节至与机架共线,而后用重锤悬挂出线,以此为基准分别调节中间的道次。每次调节完轧辊后,都应该重新确定剪切的位置,通过剪切机构的螺丝适当调节。
(*:轧辊轴两侧的螺纹分别为左旋、右旋,调节时请注意。)
2.板材上翘或下翘;出现此问题时候,可以通过调节倒数道次的轧辊下的螺丝修正。板材上翘则将螺丝适当旋出,板材下翘则旋入。
(*:每次调节后,都应该重新调节上下轧辊间的间隙)





